

产品分类
.jpg)
技术常识
喷涂表面与机加工表面粗糙度的比较
来源:时代集团 发布日期:2014-04-25 09:45:17
两种表面的差异及测量
| 喷涂表面 | 机加工表面 | |
| 应用 | 表面需喷涂防腐漆层 | 零件配合面 |
| 粗糙度的影响 | 粗糙度差,则波峰突出,漆层易薄、产生腐蚀点; 粗糙度太好,则漆层附着效果差、影响防腐效果。 |
粗糙度差、突出的波峰意味着容易磨损; 粗糙度太好,则油膜附着效果差,也影响配合效果。 |
| 测量方法 | 对于粗糙度差的表面,采用“压针法”,进行量化测量; 对于粗糙度较好的表面,采用“针描法”。 |
无压针法的应用。只有“针描法”。 |
两种方法的差异
| 压针法 | 针描法 |
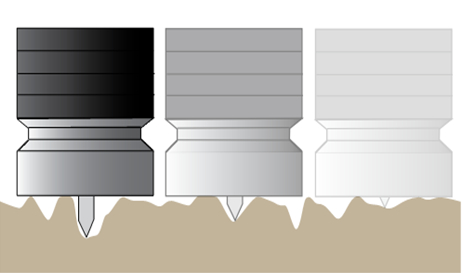
| 单点测量 通过计算压针压入的深度来表示粗糙度(即Rmax值) 测量孤立的多点,计算各点深度的绝对平均值 适合粗糙的表面(肉眼即可辨别) |
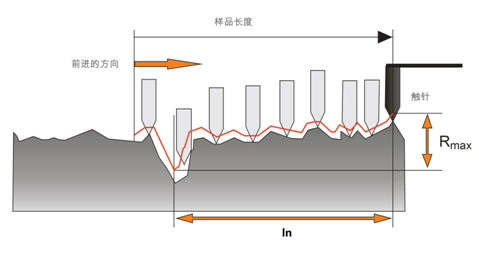
线轮廓测量 通过测针的自动滑行,将粗糙度曲线描绘下来,并进行计算,既可获得这条粗糙度曲线的算术平均值(Ra),也可同时获得深度值(Rmax) 一次测量不是一个孤点,而是一条线 适合较为光滑的表面(肉眼难以辨别) 相对而言,测量更为全面和精细 |
代表产品
| 压针法 | 针描法 |
| 国外某品牌123\223\224 实际上并不是真正意义上的粗糙度仪,不符合现行ISO标准中关于粗糙度R(roughness)参数及测量方法的定义 | 时代TIME3220 符合现行ISO标准中关于粗糙度R(roughness)参数及测量方法的定义 |
针描法产品的比较
| 国外某品牌7061 | 时代TIME3220 |
| 1、直量程(即,可测深度) 350µm 2、统分辨力(即,对粗糙度曲线描绘的精细度) 满量程350µm条件下,分辨力为32nm(纳米) | 1、直量程(即,可测深度) 400µm 2、系统分辨力(即,对粗糙度曲线描绘的精细度) 满量程400µm条件下,分辨力为6nm(纳米) |
压针法原理图
针描法原理图
特别说明
压针法和针描法并非简单的取代关系,而是取决于实际工况
打个比方:
如果是红砖地面或者是水泥地面,比较适合使用扫帚清扫;如果是瓷砖地面或者是地板底面,比较适合吸尘器清扫。就钢板的测量而言,针描法是一个合理的应用。
本文为北京时代之峰科技有限公司原创,若您需要更多的技术帮助,请您致电
010-62971700
( 未经本公司书面许可,任何单位及个人不得以任何方式或理由对上述产品、服务、信息、材料的任何部分进行使用、复制、修改、抄录、传播或与其它产品捆绑使用、销售。凡侵犯本公司版权等知识产权的,本公司必依法追究其法律责任。 )
推荐产品
- 时代TIME3234高精度粗糙度轮廓波纹度仪[2022/05/07]
- 时代TIME28系列涂层测厚仪[2022/04/29]
- 时代TIME5430邵氏硬度计A-(原TH220升级款)[2022/04/27]
- 时代TIME2190超声波测厚仪[2022/04/18]
- 时代TIME5370智能无线里氏硬度计[2022/04/07]
- 时代TIME323X粗糙度形状测量仪[2022/02/16]
- TIME7240便携式测振仪-原TV400[2021/08/04]
- 时代凸鼻子洛氏硬度计TIME6166-原TH300升级款[2021/08/03]
- 时代TIME5351(WiFi)数字化里氏硬度计[2021/08/03]
- TIME5352智能化里氏硬度计[2021/08/03]