

.jpg)
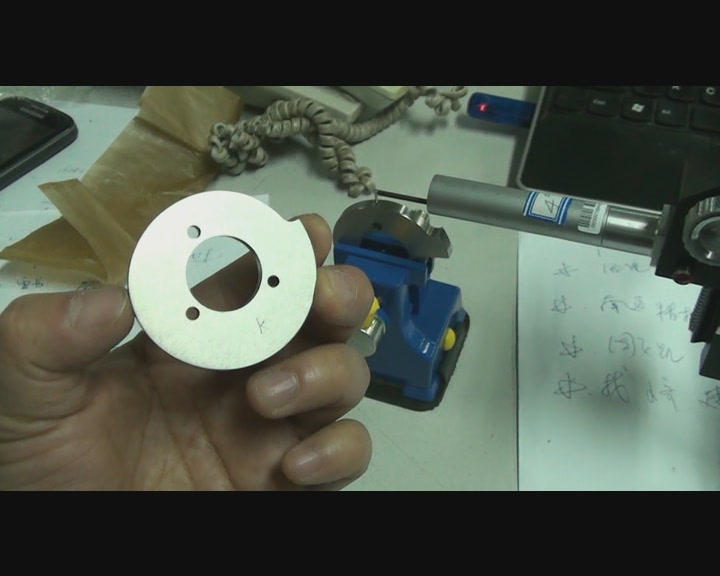
测量凸轮状零件粗糙度的应用-TR300
用触针法进行表面结构评定,首先就要保证在整个测量过程中,测针和导头(如果有的话)始终与被测面接触上;其次,仪器的垂直量程要足够。(简单理解,就是测针在粗糙度波峰波谷方向上所能够到的最大落差)
这类工件,要测量的是外凸弧面,一方面,由于普通的粗糙度仪,其导头和测针的结构尺寸、相对位置,必然导致在测量过程中,出现测针或导头未能与被测面接触上(走空了)的情况;另一方面,普通粗糙度仪的垂直量程到
300μm
,而这种外凸弧面,测量过程中的高低点落差很容易就超过这个范围。这两种情况,都将导致测量“超量程”、无法实现测值。——我们做过试验,也确实如此。
为此,推荐使用北京时代之峰科技有限公司的时代
TR300
粗糙度形状测量仪,采用无导头方式(只保留测针)进行测量。
根据工艺要求,“
Ra0.2 0.002
—
0.076/Wz5
测量条件设置好之后,我们就开始摆放仪器和零件,要保证测针和被测面平稳接触。鉴于零件较小,使用小台钳夹持即可,另外,由于
TR300
的测头与主机之间是靠一个小升降架连接的,因此,仪器本身也不需要另配台架,只要把它垫高一点即可,非常方便。
摆放好之后,有一点要特别注意,如前所述,在测针的行走过程中,其高低点落差较大(因为是外凸弧面),如果测针的起始位置选择的不合适,也可能会导致“超量程”,为了定量地显示测针的起始位置,我们建议再配置
TR300
的专用软件(仪器上显示的针位,受液晶屏的限制,一是显示范围不够,二是没有定位数值的显示),先通过软件上的测针零位显示,调好测针的起始位置。
调好位置之后,按键测量,一次测量即可同时获得
Ra
值和
Wz
值。本次测量,有如下结果:一个工件,
Ra=0.146μm
,
Wz=0
;另一个工件,
Ra=0.196μm
,
Wz=0
。
需要说明的是,受测量环境的限制(我们只是在办公桌上简单进行一些调试),测量并不严格。只是以此说明,您的测量要求, TR300 是可以胜任的。
.png)
(
未经本公司书面许可,任何单位及个人不得以任何方式或理由对上述产品、服务、信息、材料的任何部分进行使用、复制、修改、抄录、传播或与其它产品捆绑使用、销售。凡侵犯本公司版权等知识产权的,本公司必依法追究其法律责任。
)

- 时代TIME3234高精度粗糙度轮廓波纹度仪[2022/05/07]
- 时代TIME28系列涂层测厚仪[2022/04/29]
- 时代TIME5430邵氏硬度计A-(原TH220升级款)[2022/04/27]
- 时代TIME2190超声波测厚仪[2022/04/18]
- 时代TIME5370智能无线里氏硬度计[2022/04/07]
- 时代TIME323X粗糙度形状测量仪[2022/02/16]
- TIME7240便携式测振仪-原TV400[2021/08/04]
- 时代凸鼻子洛氏硬度计TIME6166-原TH300升级款[2021/08/03]
- 时代TIME5351(WiFi)数字化里氏硬度计[2021/08/03]
- TIME5352智能化里氏硬度计[2021/08/03]